
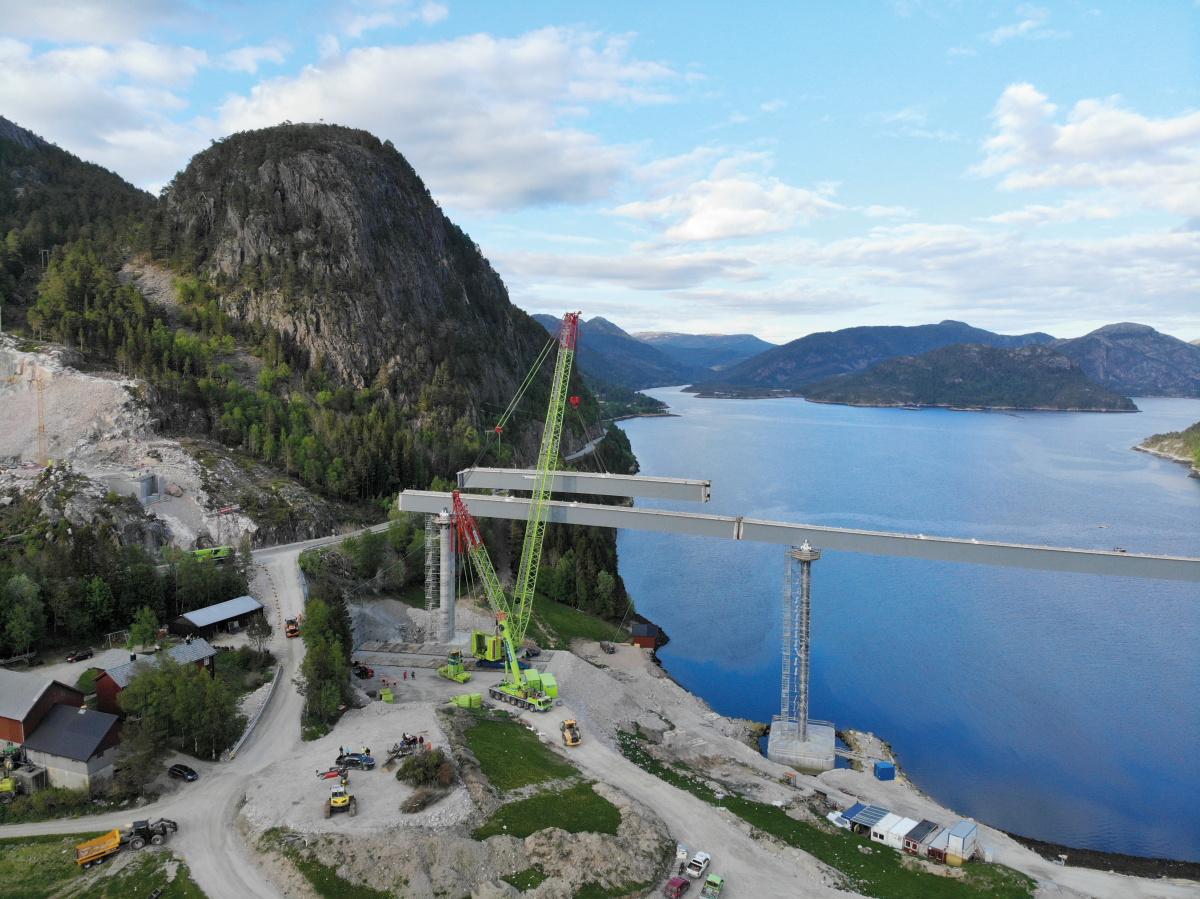
 Celkový pohled na most před odjezdem Metrostavu v červnu 2020
Celkový pohled na most před odjezdem Metrostavu v červnu 2020


Tento příspěvek volně navazuje na sympozium Mosty 2019, kde byla popsána realizace založení a spodní stavby mostu Åstfjordbrua na silnici Fv. 714, [1]. V aktuálním příspěvku se autoři zaměřují na popis výroby, montáže ocelové konstrukce a realizaci spřažené desky mostu včetně příslušenství.
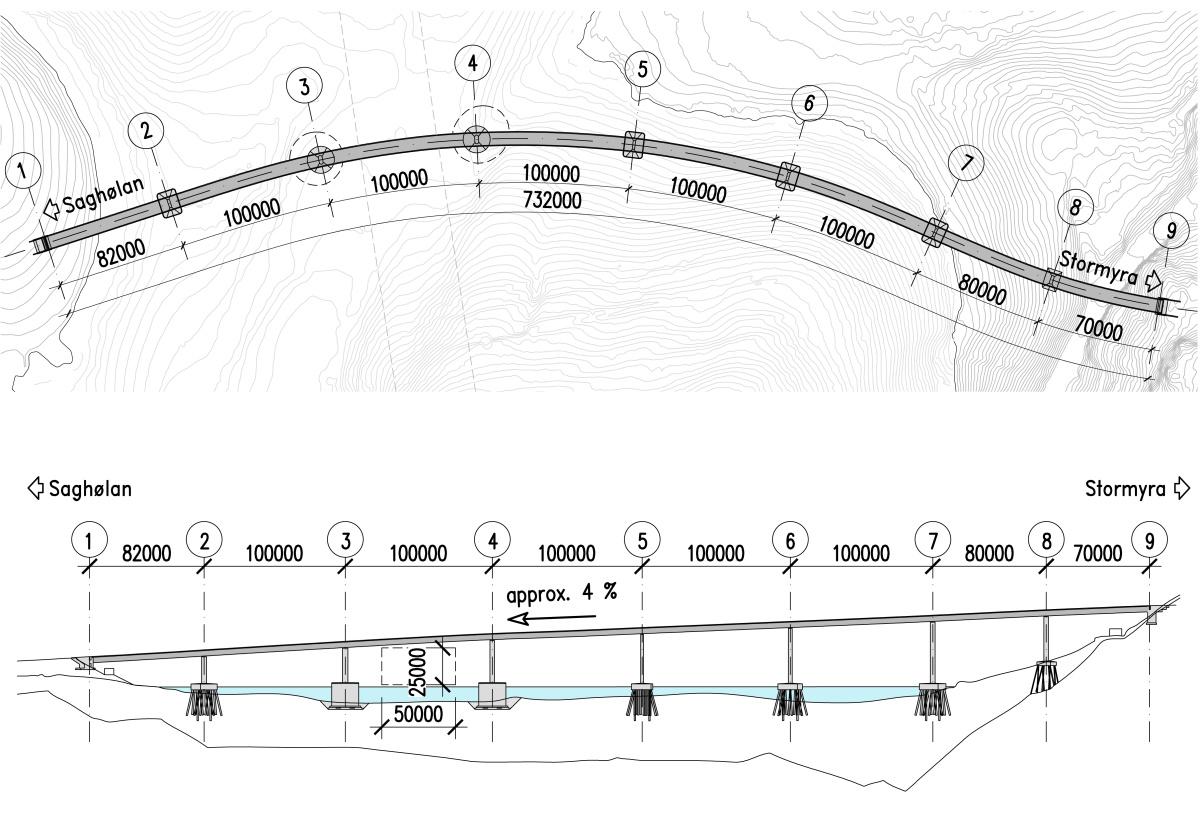
Most je tvořen spojitým nosníkem o 8 polích s rozpětím 82 + 5 × 100 + 80 + 70 m (obr. 1). Nosná konstrukce je tvořena ocelovým komorovým nosníkem s železobetonovou deskou a je uložena na železobetonových pilířích i opěrách pomocí hrncových ložisek (obr. 2). Mostní konstrukce překlenuje fjord, který je otevřený ze západní strany do Norského moře a v místě mostu je rozdíl mezi hladinou odlivu a přílivu cca 3 m. V průběhu realizace bylo nutné překonávat klimatické podmínky běžné v tomto pásmu.
Projekt mostu vypracovala konzultační kancelář Norconsult AS přímo pro státního klienta Statens vegvesen. Zhotovitel byl zodpovědný za projekty montáže ocelové konstrukce a technologických zařízení potřebných k realizaci nosné konstrukce mostu.
OCELOVÉ KONSTRUKCE MOSTU
Výroba ocelového komorového nosníku o celkové hmotnosti 2 600 t a délky cca 735 m probíhala ve výrobních prostorách společnosti AKER Solutions v Egersundu. Pro výrobu konstrukce byly použity plechy z oceli S355 N, S355NH a S420 N/NL. Z důvodu zohlednění dispozice spodní stavby, kapacity přepravní lodě a zvedacích mechanismů byla konstrukce rozdělena do 8 montážních sekcí BR1 až BR8. Délka nejdelší sekce BR4 byla 138 m s tonáží sekce 620 tun. Montážní sekce byly dále děleny z důvodu parametrů výrobní haly a lakovny na 2 popřípadě 3 výrobní sekce o maximální délce 67 m. Sestavování montážních sekcí již probíhalo mimo halu včetně dokončení PKO, předmontáže ventilačního systému a ztraceného bednění Permadeck pro budoucí realizaci spřažené desky.
Po dokončení výroby byly všechny sekce přemístěny a zajištěny na palubě lodi BOA Barge 33/34, která náklad přepravila z Egersundu do Åstfjordu (vzdálenost 760 km, 410 NM, přepravní čas cca 59 hod.), [2] a [3]. V průběhu přepravy bylo nutné vnitřní části komorového nosníku chránit proti účinkům povětrnosti a ostřiku mořské vody, což zajišťovala kombinace ztraceného bednění Permadeck a ochranných plachet na konci sekcí (obr. 3).
Ponton BOA Barge s ocelovou konstrukcí byl zakotven na staveništi ve stejné pozici jako při realizaci železobetonových studní. Na pontonu následně probíhaly přípravy pro montáž jednotlivých sekcí, lešení v místech montážních styků, oplach vnějšího povrchu nosníku sladkou vodou, opravy PKO v místech provizorního zajištění na palubě a další nutné práce. V průběhu těchto prací i před dodáním konstrukce na staveniště proběhly přípravné práce pro finální montáž. Především předmontáž hrncových ložisek, osazení provizorního podepření a vedení na pilíře a opěry. Montáž sekce BR1 až BR6 probíhala pomocí lodního jeřábu HLV Uglen (obr. 4), který byl využit i pro přesun sekce BR7 a BR8 na dočasné uskladnění [4], [5]. Zde si sekce převzal pásový jeřáb CC3800-1 [6], který je osadil do definitivní pozice (obr. 5). Postup montáže byl závislý na povětrnostních podmínkách a hladině moře s ohledem na provozní podmínky zvedacích prostředků. Navíc projektant mostu požadoval dodržení limitních deformací spodní stavby, které byly v průběhu montáže geodeticky sledovány.
Po dokončení montáže ocelové konstrukce bylo provedeno zaměření konstrukce a porovnání s projektovými předpoklady [8]. Následně bylo přistoupeno k postupnému propojení ocelové konstrukce s hrncovými ložisky Freyssinet včetně podlití a deaktivování provizorního podepření.
Protikorozní ochranu komorového nosníku zajišťuje na vnějším povrchu konstrukce systém 1 v souladu s ISO 20340:2009 od výrobce Jotun (Thermally sprayed Zinc TSZ 100 μm, PENGUARD TIE-COAT 100, RED 25 μm, JOTAMASTIC 90, OFF-WHITE 125 μm, HARDTOP XP, RAL 7046 60 μm) a uvnitř pouze 1 vrstvý nátěr (PILOT ACR, WHITE), který splňuje pouze vizuální (kontrolní) funkci jelikož v konstrukci je osazena ventilace udržující v konstrukci sníženou a stálou vlhkost (průměrná relativní vlhkost nesmí překročit 45 %). Z důvodu umístění mostu byla přikládána mimořádná pozornost klienta kvalitě provedení protikorozní ochrany. Metrostav jako zhotovitel mostu musel v souladu se smlouvou provádět kontroly ve výrobním závodě, na palubě lodi BOA a i po dokončení montáže. Vše muselo být řádně zdokumentováno a předkládáno supervizi klienta, [7]. Velkou výzvou byly především klimatické podmínky pro dokončení PKO v místě montážních styků, a to především při přípravě povrchů ocelové konstrukce.
SPŘAŽENÁ BETONOVÁ DESKA A PŘÍSLUŠENSTVÍ
Již v průběhu dokončování montáže ocelové konstrukce probíhala v přechodových oblastech mostu montáž betonážních vozíku DOKA, které byly ihned po dokončení definitivního uložení na spodní stavbu přesunuty na první betonážní takty. Celkem bylo provedeno 30 záběrů, z betonu B45 SV-Standard (podle českých standardů odpovídá betonu C45/55 XC4 XD3 XS3 XF4 XA3 XA4), betonářské výztuže B500 NC s krytím 75 mm (obr. 6). Standardní délka taktu byla 25 m s atypickými startovacími záběry, které měly zesílení pro dilatační lamelové závěry Mauer. Rychlost realizace betonážních záběrů byla v rozsahu 7 až 14 dní v závislosti na povětrnostních podmínkách, atypických úpravách a množství uložené betonářské výztuže (rozsah 14 až 26 t na jeden betonážní krok). V rámci betonáže desky byla prováděna příprava pro montáž elektrických rozvodů v komoře mostu a odvodnění vše v nerezové kvalitě oceli A4.
Souběžně s dokončováním betonáže spřažené desky v únoru 2020 byla započata realizace říms, které jsou zhotoveny pomocí 4 přesuvných vozíku DOKA standardní délky 20 m (8 betonážních taktů za týden) ze shodného betonu jako nosná konstrukce. V případě betonáže desky a říms jsou prováděna opatření pro eliminaci vzniku trhlin, spočívající v provádění tepelné izolace na nebedněném popřípadě odbedněném povrchu konstrukcí v kombinaci s použitím topných kabelů. Za zmínku stojí velmi přísné požadavky na přesnost osazení kotevních přípravků v římsách pro budoucí osazení ocelových svodidel.
ZÁVĚR
Začátkem června 2020 byla dokončena betonáž mostních říms. V průběhu tohoto měsíce probíhá instalace mostního příslušenství jako jsou dilatační závěry Mauer, zámečnické konstrukce, odvodnění atd. Metrostav demobilizuje své kapacity koncem června a odevzdává svoji část práce předčasně i přes problémy s pandemií COVID-19 partnerovi ve sdružení Bertelsen & Garpested, který dodělá svodidla, izolaci a asfaltové souvrství. Zprovoznění nového úseku silnice Fv. 714 včetně mostu a tunelů je plánováno na podzim 2020.
Metrostav v Norsku působí od roku 2014 a realizuje zde svůj pátý projekt. Firma působí také v dalších zemích severní Evropy, jako je Island a Finsko.
Ing, Robert Brož, Ph.D.
Ing. Matěj Novotný, Ing. Petr Koukolík
Vít Kavka, Ing. Dominik Hanus, Ing. Marek Klíma
Metrostav a. s., divize 5
LITERATURA:
[1] Brož, R., Koukolík, P., Novotný, M., Lukeš, J., Jirásek, T., Kavka, V., Most přes Åstfjord na silnici Fv. 714 v Norsku, konference Mosty 2019, Brno.
[2] Boa Management AS, Towing Manual Egersund to Åstfjordenm, Trondheim, 2019
[3] Aker Solutions, Åstffjordbrua – Seafastening Design, Egersund, 2019.
[4] Aker Solutions, Åstffjordbrua Load-ou Manual – Installasjon, Egersund, 2019.
[5] Ugland Construction AS, Åstfjordbrua, Installasjonsmanual for HLV Uglen, 2019
[6] Nordic crane, Løftemanual for montering av broseksjoner BR7 og BR8, 2019
[7] Graeber P., Frosio Inspector 762 – level III, Åstfjordbrua – Punch lists, Åstfjord 2019
[8] Beneš, J., Staněk, B., Vyhodnocení geometrie mostu Åstfjordbrua, 2018 až 2020














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}