
 Ilustrační foto
Ilustrační foto

V příspěvku je věnována pozornost využití technologie pěnoasfaltu při výrobě asfaltových směsí. Jsou představeny výsledky vybraných empirických a funkčních parametrů dvou identických asfaltových směsí odebraných na obalovně, které se lišily pouze teplotou výroby. Dále jsou srovnány parametry zpětně získaných pojiv.
ÚVOD
Dle údajů Evropské asociace pro asfaltové vozovky (EAPA) je v současné době v Evropě v provozu zhruba 4 700 obaloven asfaltových směsí, jejichž celková produkce činí cca 282,5 milionů tun směsí [1]. V České republice je každoročně vyprodukováno přes 7 milionů tun asfaltových směsí (v nichž nejvyšší zastoupení mají asfaltové směsi typu asfaltový beton).
Drtivá většina těchto asfaltových směsí je vyráběna při běžných (vysokých) pracovních teplotách. Při výše uvedených obrovských objemech výroby je z ekologického i ekonomického pohledu žádoucí se zabývat možnostmi snížení pracovních teplot při výrobě a pokládce asfaltových směsí. Existuje řada způsobů, které umožňují dosáhnout snížení pracovních teplot. Jedním z nich je využití technologie pěnoasfaltu, která doposud není, navzdory pozitivním zkušenostem ze zahraničí, v České republice příliš rozšířena a využívána.
Využití nízkoteplotních (pěnoasfaltových) technologií je úzce spojeno s omezením energetické náročnosti výroby asfaltových směsí (tj. spotřeby paliv nutných k vytápění obalovny a k ohřevu kameniva a asfaltového pojiva) a zároveň s omezením negativního vlivu výroby asfaltových směsí na životní prostředí, zejména snížení exhalací oxidu uhličitého a polycyklických aromatických uhlovodíků.
Například zpráva [2] uvádí, že při průměrném snížení výrobní teploty asfaltové směsi o 27 °C dochází k poklesu spotřeby paliva v průměru o 22 % a ke snížení tvorby emisí oxidu uhličitého o 20 %. Snížení exhalací oxidu uhličitého je přímo úměrné snížené spotřebě paliva, což je potvrzeno i v dalších nezávislých studiích.
V případě nevyčerpání celého potenciálu snížení teploty nízkoteplotní technologií je také možné při nevhodných klimatických podmínkách (např. v podzimním období) zvýšit míru zhutnění asfaltových směsí použitím nízkoteplotní technologie (tzn. i pěnoasfaltu), čímž se mohou částečně tyto nevhodné klimatické podmínky kompenzovat. Při využití nízkoteplotních technologií dojde totiž (při zachování standardní výrobní teploty asfaltové směsi) ke snížení viskozity použitého asfaltového pojiva a tím ke zlepšení zpracovatelnosti asfaltové směsi, čímž bude vrstva lépe zhutnitelná. To by mohlo ušetřit nemalé náklady spojené s nedostatečnou mírou zhutnění a nutností okamžitého frézování a znovupoložení vrstvy (například při reklamacích ještě během záruční doby).
Princip výroby pěnoasfaltu (zpěněného asfaltu) spočívá ve vstříknutí malého množství vody (v množství 1 % až 3 %) do nahřátého asfaltu ve zpěňovacím zařízení, které je napojeno na vedení asfaltu na obalovně. Díky vysoké teplotě načerpaného asfaltového pojiva se nadávkovaná voda přemění z kapalného skupenství na plynné (vodní pára). Asfaltové pojivo začne pěnit, což vede ke zvětšení objemu a dočasnému snížení viskozity. Tímto způsobem vzniklá asfaltová pěna je následně ze zpěňovacího zařízení dopravována do míchačky obalovny.
V České republice se prozatím asfaltové směsi se zpěněným asfaltem uvádějí na trh pomocí Stavebních technických osvědčení (STO) nebo s využitím TP 238 a je snahou, aby se ukotvily v připravované normě ČSN 73 6120. Jde především o to, aby byly vlastnosti asfaltové směsi se zpěněným asfaltem posuzovány až po jejich výrobě a hodnoceny jako běžné asfaltové směsi a byla legalizována „triviální“ přísada ve formě vody. V článku jsou popsány činnosti, které měly v rámci řešení diplomové práce [3] a řešeného projektu TA ČR [4] za cíl posoudit, zda využitím technologie pěnoasfaltu a současným snížením pracovní teploty o 20 °C při výrobě asfaltové směsi typu asfaltový beton pro obrusné vrstvy ACO 11+ nedojde k negativnímu ovlivnění funkčních vlastností takto vyrobené asfaltové směsi.
ASFALTOVÉ SMĚSI
Byly porovnávány dvě asfaltové směsi typu ACO 11+ s pojivem 50/70, které byly vyrobeny a odebrány na obalovně firmy COLAS CZ, a. s., v Bystřici nad Pernštejnem, která je vybavena zařízením na přípravu pěnoasfaltu. Konkrétně se jednalo o:
a) ACO 11+ se zpěněným asfaltovým pojivem třídy 50/70, vyrobenou při teplotě 150 °C,
b) ACO 11+ se zpěněným asfaltovým pojivem třídy 50/70, vyrobenou při teplotě 130 °C.
Na odebraných asfaltových směsích byly provedeny běžné předepsané kontrolní zkoušky s vyhovujícími výsledky. V silniční laboratoři VUT v Brně byla z odebraných asfaltových směsí vyrobena zkušební tělesa pro provedení níže uvedených zkoušek:
- posouzení nízkoteplotních vlastností jednoosou zkouškou v tahu dle ČSN EN 12697-46,
- stanovení modulu tuhosti dvoubodovou zkouškou ohybem na komolých klínech dle ČSN EN 12697-26,
- zkouška pojíždění kolem v malém zkušebním zařízení na vzduchu při teplotě 50 °C dle ČSN EN 12697-22+A1.
Na zpětně získaných pojivech z obou směsí byly provedeny následující zkoušky:
- stanovení penetrace jehlou dle ČSN EN 1426,
- stanovení bodu měknutí metodou kroužek a kulička dle ČSN EN 1427,
- stanovení komplexního modulu ve smyku a fázového úhlu dle ČSN EN 14770.
VÝSLEDNÉ PARAMETRY ASFALTOVÝCH SMĚSÍ
Posouzení nízkoteplotních vlastností dle ČSN EN 12697-46
Hodnocení nízkoteplotních vlastností bylo prováděno postupem s rovnoměrným řízeným poklesem teploty – TSRST. Výsledky jsou uvedeny v tabulce 1.
Z výsledků uvedených výše vyplývá, že směs vyráběná při nižší pracovní teplotě vykázala o cca 2 °C příznivější průměrnou teplotu vzniku mrazové smršťovací trhliny. Tuto skutečnost si lze vysvětlit nižším stupněm zestárnutí asfaltového pojiva při výrobě asfaltové směsi při nižší pracovní teplotě. Maximální tahové napětí při porušení bylo u obou směsí srovnatelné.
Stanovení modulu tuhosti dle ČSN EN 12697-26
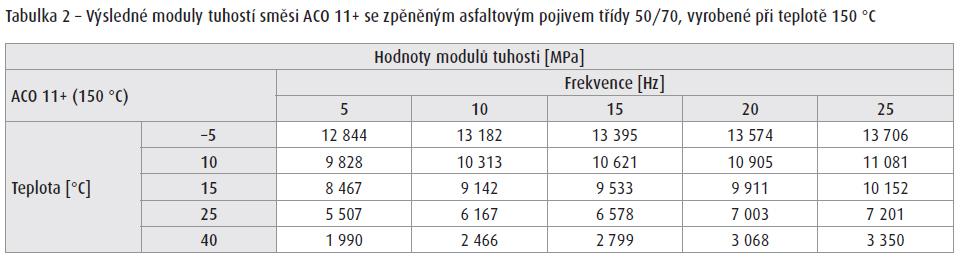
Stanovení modulů tuhosti probíhalo u obou směsí při zatěžovacích frekvencích 5 Hz, 10 Hz, 15 Hz, 20 Hz a 25 Hz a při teplotách –5 °C, 10 °C, 15 °C, 25 °C a 40 °C. Výsledky jsou uvedeny v tabulkách 2 a 3.
Ze získaných výsledků je patrné, že směs vyráběná při nižší pracovní teplotě vykazuje mírně nižší hodnoty modulů tuhosti. Tento rozdíl je možno opět vysvětlit nižší mírou zestárnutí pojiva během výroby asfaltové směsi při nižší pracovní teplotě.
Zkouška pojíždění kolem dle ČSN EN 12697-22+A1
Posouzení tvorby trvalých deformací bylo prováděno vyjížděčem kolejí při zkušební teplotě 50 °C. Výsledky jsou uvedeny v tabulce 4.
Směs hutněná při nižší pracovní teplotě vykázala mírně nižší odolnost proti tvorbě trvalých deformací, pravděpodobně díky nižší tuhosti vyrobené směsi (způsobené nižším stupněm zestárnutí pojiva při výrobě směsi).
Výsledné parametry zpětně získaných asfaltových pojiv
Z obou odebraných srovnávaných asfaltových směsí bylo vyextrahováno (zpětně získáno) asfaltové pojivo. V následující tabulce jsou porovnány empirické parametry obou pojiv. Jde o pojiva, která byla nahřívána při výrobě asfaltové směsi na obalovně a následně při výrobě zkušebního tělesa v laboratoři.
Při porovnání empirických parametrů obou zpětně získaných asfaltových pojiv je patrné, že ačkoliv byl rozdíl teplot při míchání a hutnění asfaltové směsi pouze 20 °C, je rozdíl ve stanovené penetraci 6 penetračních jednotek a u bodu měknutí je rozdíl necelých 9 °C. Na základě těchto zjištění je možné konstatovat, že výroba asfaltové směsi při nižší pracovní teplotě vede k menšímu zestárnutí asfaltového pojiva. Po provedení empirických zkoušek byl na asfaltových pojivech stanoven komplexní modul ve smyku a fázový úhel. Zkouška byla provedena v dynamickém smykovém reometru (DSR) při zatěžování o frekvenčním rozsahu 0,1 Hz až 10 Hz v teplotních mezích 10 °C až 70 °C s krokem 5 °C. Zkoušení proběhlo na asfaltových pojivech z obou zkoušených asfaltových směsí. Pro stanovení komplexního modulu ve smyku a fázového úhlu byly použity 2 geometrie, a to průměru 25 mm (pro teploty 40 °C až 70 °C) a průměru 8 mm (pro teploty 10 °C až 40 °C).
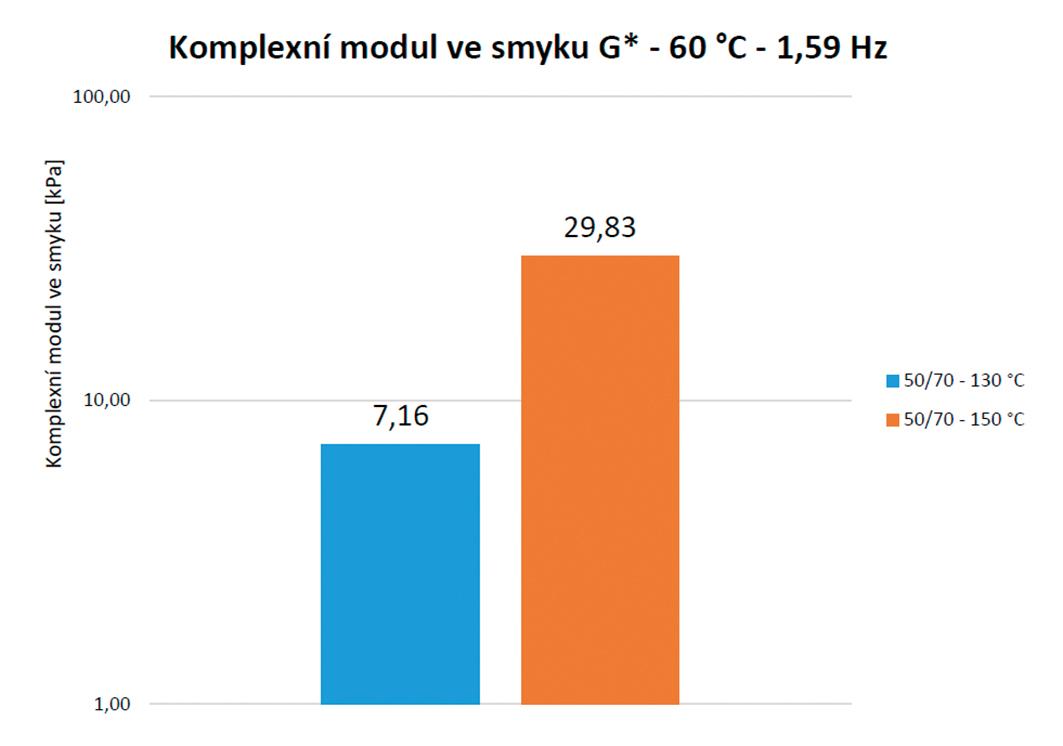
Jako hlavní zjištěné hodnoty pro porovnání testovaných pojiv jsou hodnoty naměřené při teplotě 60 °C a frekvenci 1,59 Hz, které jsou zobrazeny v Grafu 1 vlevo.
Zjištěné hodnoty komplexního modulu ve smyku potvrzují výsledky zjištěné při stanovení penetrace jehlou a bodu měknutí. Díky menšímu zestárnutí asfaltového pojiva dvakrát zahřívaného na teplotu 130 °C dosahuje toto pojivo nižší viskozity, a proto nabývá menších hodnot komplexního modulu ve smyku než pojivo dvakrát zahřívané při teplotě 150 °C.
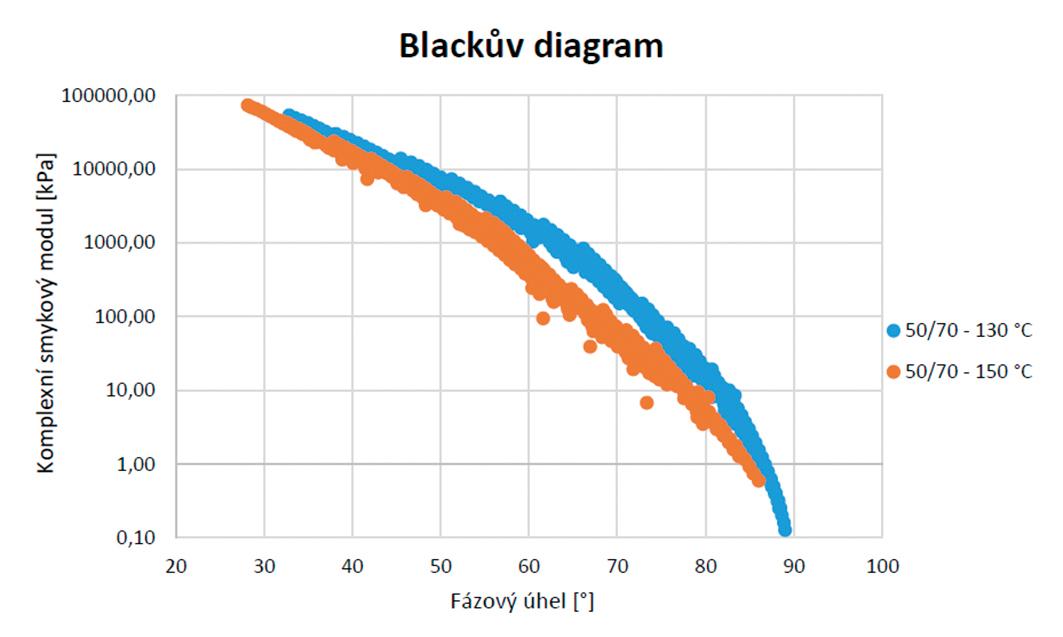
Po zjištění fázových úhlů byl sestaven tzv. Blackův diagram (Graf 1 vpravo), který znázorňuje vztah mezi komplexním modulem ve smyku a fázovým úhlem.
Blackův diagram potvrzuje výše zjištěnou skutečnost, že při stejných hodnotách komplexního modulu ve smyku nabývá pojivo ze směsi zahřívané při teplotě 130 °C vyšších hodnot fázového úhlu, což je dáno větším podílem imaginární složky, která definuje viskózní chování asfaltového pojiva.
Měřením v zařízení DSR se potvrdily závěry konstatované po provedení empirických zkoušek asfaltového pojiva. Nižší teplota vedla k menšímu zestárnutí pojiva, díky čemuž došlo k menšímu posunutí oboru použitelnosti a pojivo bylo méně viskózní než pojivo zahřívané na vyšší teplotu.
ZÁVĚRY
V rámci porovnání vlastností byly odebrány na obalovně asfaltových směsí dvě asfaltové směsi typu asfaltový beton pro obrusné vrstvy ACO 11+ vyrobené se zpěněným asfaltem třídy 50/70, které se lišily pouze výrobní teplotou (150 °C vs. 130 °C).
U všech posuzovaných parametrů (nízkoteplotní vlastnosti, modul tuhosti a tvorba trvalých deformací) se projevil vliv nižší míry zestárnutí asfaltové směsi vyrobené při nižší teplotě (130 °C). Tato nižší míra zestárnutí se pozitivně projevila i na parametrech zpětně získaného pojiva z obou směsí.
V další fázi projektu bude výše uvedená problematika sledována u asfaltových směsí vyrobených se zpěněným modifikovaným asfaltem.
PODĚKOVÁNÍ
Příspěvek vznikl s podporou projektu Technologické agentury České republiky TH03020283 „Využití technologie pěnoasfaltu v asfaltových směsích“.
doc. Ing. Petr Hýzl, Ph.D.
Ing. Ondřej Machel
Ing. Ondřej Dašek, Ph.D.
Vysoké učení technické v Brně
Fakulta stavební, Ústav pozemních komunikací
Ing. Miloš Kašpárek
Ing. Radek Komenda
COLAS CZ, a. s.
LITERATURA:
[1] Údaj EAPA; dostupné na: http://www.eapa.org/asphalt.php
[2] NCHRP REPORT 779: Field Performance of Warm Mix Asphalt Technologies. doi: 10.17226/ 22272, 2014 ISBN 978-0-309-30803-8.
[3] Bc. Ondřej Machel Využití technologie pěnoasfaltu. Brno, 2019. 93 s., 41 s. příl. Diplomová práce. Vysoké učení technické v Brně, Fakulta stavební, Ústav pozemních komunikací. Vedoucí práce Ing. Petr Hýzl, Ph.D.
[4] Výzkumný projekt Technologické agentury České republiky TH03020283 „Využití technologie pěnoasfaltu v asfaltových směsích“. Řešitelé: Vysoké učení technické v Brně a COLAS CZ, a. s.













{kind=link}
{kind=link}
{kind=link}
{kind=link}